Sécurité des ascenseurs à godets : identifier, prévenir et protéger
|
Date :
|
|
Temps de lecture: 10 minutos

Selon des études techniques, environ 50 % des explosions dans les installations de traitement des solides proviennent des élévateurs à godets.
Cet article vous aidera à :
- Identifiez les risques spécifiques associés à cet équipement.
- Empêcher la formation d’atmosphères dangereuses et minimiser les risques d’inflammation.
- Protégez vos installations grâce à des solutions certifiées, conformes aux réglementations ATEX et aux normes techniques internationales.
Les élévateurs à seaux sont des équipements essentiels pour le transport vertical de solides en vrac dans des secteurs tels que l’alimentation animale, l’agroalimentaire, la chimie ou le sucre, entre autres. Sa conception fermée, l’accumulation de fines poussières et les multiples éléments mécaniques en mouvement favorisent la formation d’atmosphères explosives et l’apparition de sources d’allumage, faisant de l’élévateur un point critique du point de vue de la sécurité industrielle.
Pourquoi les élévateurs à godets sont-ils un point central du risque d’explosion ?
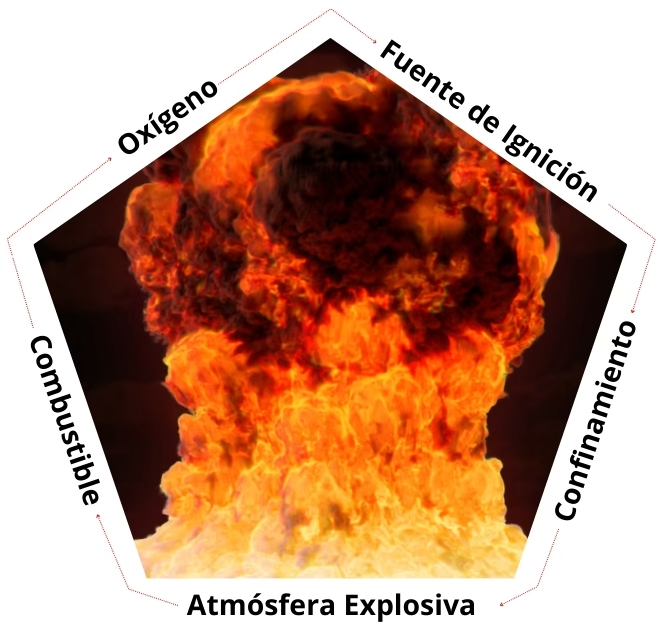
La coïncidence de trois facteurs clés fait de cet équipement l’un des points les plus vulnérables aux explosions de poussière :
- Présence de poussière combustible : Les matériaux fins et secs transportés par l’élévateur, tels que l’alimentation, les amidons ou les produits chimiques, ont un potentiel explosif élevé. Une accumulation minimale de poussière suffit à créer un mélange dangereux avec l’air
- Formation d’atmosphères explosives : L’accumulation de poussière ou la présence de poussière en suspension, combinée à une turbulence interne et à l’absence de systèmes d’aspiration efficaces, peut entraîner des atmosphères explosives à l’intérieur de l’équipement.
- Sources d’allumage internes : Le fonctionnement mécanique de l’équipement peut générer de la chaleur, du frottement et des étincelles. Si ces sources ne sont pas éliminées ou contrôlées, le risque d’inflammation augmente considérablement. Un mauvais entretien aggrave ces risques.
Les points chauds courants où des sources d’allumage peuvent se produire incluent :
- Frottement ou désalignement de la bande, générant de la chaleur et des particules incandescentes.
- Surchauffe des roulements, due à l’usure ou au manque d’entretien.
- Enrayement, corps étrangers ou glissade de courroie sur les poulies.
- Casse le ruban avec des seaux en métal, capables de générer des étincelles.
- Décharges électrostatiques, entre composants non correctement mis à la terre.
La combinaison de ces sources d’allumage avec une atmosphère explosive peut déclencher une explosion à l’intérieur de l’ascenseur, avec un risque de propagation vers d’autres équipements connectés.
Mesures de prévention et de protection contre les explosions
Une fois identifiées les causes qui font de l’élévateur à godets une source critique de risque, il est essentiel d’agir sur les éléments qui composent ce risque : la poussière combustible, l’atmosphère explosive et les sources d’inflammation. Lorsqu’il n’est pas possible de garantir l’absence simultanée de ces trois facteurs, les installations doivent intégrer des mesures permettant d’anticiper, contrôler et atténuer tout scénario d’explosion possible.
Mesures de prévention
La prévention est la première ligne de défense contre le risque d’explosion de poussière dans les élévateurs à godets. Agir sur les facteurs favorisant la formation d’atmosphères explosives et/ou sur les sources possibles d’inflammation, ce qui permet de réduire significativement la probabilité d’une déflagration lors du fonctionnement de l’équipement.
Les mesures les plus courantes pour la prévention de l’atmosphère explosive :
- Systèmes de collecte de poussière au pied et à la tête de l’équipement.
- Nettoyage régulier de l’équipement.
Parmi les mesures pour agir sur les sources potentielles d’inflammation :
- Mise à la terre correcte et équipotentialité, utilisation d’une bande antistatique lorsque l’énergie minimale d’allumage du produit est faible (EMI < 10 mJ).
- Installation d’aimants ou de grilles pour empêcher l’entrée de corps étrangers.
- Surveillance des sources d’allumage : température dans les roulements, désalignement de la courroie, vitesse, blocages.

De plus, un programme rigoureux de maintenance préventive combiné à une stratégie de nettoyage industriel en cours est essentiel pour maîtriser les risques. Ces pratiques empêchent la détérioration des composants clés et assurent le bon fonctionnement de tous les systèmes de prévention.
Mesures de protection
Lorsque le risque ne peut être complètement éliminé, des mesures de protection sont appliquées. Ces solutions sont conçues pour limiter les effets destructeurs d’une explosion, en empêchant sa propagation et en réduisant les dommages matériels et personnels.
Les mesures de protection courantes dans les élévateurs à godets incluent :
- Ventilation par explosion : Installation de panneaux qui libèrent pression et flammes vers des zones sûres.
- Ventilation sans flamme : Il confine les flammes dans une enveloppe de maille, permettant la fuite des gaz de combustion sans émettre de flammes.
- Suppression d’explosion : Utilisation d’agents extinctors qui suppriment l’explosion dans sa phase initiale, évitant ainsi l’augmentation de la pression.
- Isolation d’explosion : vannes anti-retour, vannes rotatives, vis sans fin ou barrières chimiques qui empêchent la propagation vers les équipements adjacents.
Le choix des mesures de protection doit reposer sur une analyse technique rigoureuse, adaptée aux conditions de fonctionnement spécifiques de chaque levée. Les réglementations applicables recommandent l’utilisation combinée de systèmes de protection et d’isolation, sélectionnés en fonction du type de produit, de la conception de l’équipement et de son emplacement dans l’usine.
L’une des solutions les plus répandues est le système de ventilation par explosion, utilisant des panneaux ou des portes installés dans des zones stratégiques (généralement le haut et le pied de l’ascenseur). Ces dispositifs permettent de libérer la pression et la flamme générées lors d’une déflagration de manière contrôlée, évitant ainsi les dommages structurels. Cependant, lorsque l’ascenseur est situé à l’intérieur, l’utilisation d’une ventilation conventionnelle peut présenter un nouveau risque, car décharger l’explosion dans un espace confiné peut entraîner de graves conséquences.
Dans ces cas, il est préférable d’utiliser des systèmes de ventilation sans flamme, qui intègrent un maillage métallique pour refroidir et contenir la flamme, permettant une installation sécurisée à l’intérieur sans propager le feu à l’environnement.
Lorsque la protection supérieure est requise, ou que la conception du système n’autorise pas la ventilation, la suppression d’explosion est l’option la plus efficace. Ces systèmes détectent la déflagration en millisecondes et activent des bouteilles pressurisées avec un agent extincteur (comme le bicarbonate de soude), étouffant l’explosion avant qu’elle ne se développe complètement.
La suppression peut également jouer un rôle crucial en tant qu’isolation lorsqu’elle est installée dans les conduits d’entrée ou de sortie des ascenseurs. De cette façon, elle agit comme une barrière chimique qui empêche la propagation de la flamme vers d’autres équipements interconnectés, tels que les silos ou les cyclones. Ce point est particulièrement sensible sur les jambes des ascenseurs, où une onde de pression pourrait être amplifiée et causer de graves dommages.
Les combinaisons les plus courantes selon le type de procédé :
- Ventilation + isolation mécanique ou chimique, dans des équipements situés à l’extérieur.
- Suppression + isolation chimique, lorsque l’ascenseur est à l’intérieur ou manipule des produits à faible valeur EMI.
- Ventilation sans flamme + barrières chimiques, dans des processus critiques où l’émission de flammes ou de particules incandescentes n’est pas autorisée.

Réglementations et certifications appliquées
- Directive ATEX 2014/34/UE
- UNE-CEN/TR 16829:2016
- NFPA 61, 68 et 69
- UNE-EN ISO 80079-36:2017
Étude de cas : installation d’équipements de protection dans des élévateurs à godets
Dans le cadre du projet d’adaptation de sécurité dans l’installation alimentaire dédiée à la fabrication du sucre, la protection intégrale de deux élévateurs à seaux intérieurs responsables du transport vertical du sucre brut a été réalisée. Les deux éléments, à double canon, présentaient un risque important en raison de l’accumulation de poussière et de l’absence de systèmes actifs de protection contre les explosions.
Diagnostic initial
À la suite d’une évaluation des risques (ATEX), la nécessité de mettre en place des systèmes avancés de protection contre les explosions a été identifiée dans le but de réduire les risques mécaniques et d’explosion dus à la nature combustible de la poussière de sucre et à la présence de conditions favorables à une éventuelle inflammation (sources de chaleur par friction, accumulation de poussière, mouvement mécanique continu).
Lors de l’évaluation technique , les risques suivants ont été identifiés :
- Classification de l’intérieur de la zone 20, avec des procédures de nettoyage en place, une aspiration localisée et une mise à la terre correcte.
- Risque élevé d’explosion dû à l’accumulation de poussière à l’intérieur de l’ascenseur.
- Manque de surveillance de la température dans les roulements et les zones critiques.
- Des pièces mobiles exposées sans protections adéquates.
- Absence de systèmes de suppression et d’isolation des explosions.
Selon la directive 1999/92/CE, lorsque les mesures préventives ne suffisent pas à éliminer le risque, il est obligatoire d’intégrer des systèmes de protection spécifiques.
Solutions mises en œuvre
Une stratégie combinée de suppression et d’isolement chimique a été choisie, conçue pour agir en millisecondes en cas d’explosion imminente et empêcher sa propagation dans le système.
- Protections mécaniques supplémentaires :
- Des caches métalliques pliants et des serrures périmétriques avec verrouillage de sécurité.
- Inhibition automatique du fonctionnement si les gardes sont ouverts.
- Surveillance et contrôle continus :
- Sondes de température dans des roulements (avec alarme à 75 °C).
- Capteurs de vitesse de courroie et de désalignement.
- Intégration complète dans le système SCADA de l’usine.
- Système de suppression d’explosion :
- 6 kg de bouteilles de suppression et d’isolation réparties à la tête et au pied de l’ascenseur.
- Détecteurs de pression et optiques certifiés pour une utilisation en zone 20.
- Contrôleur de ligne centralisé.
- Système d’isolation complémentaire :
- 6 kg de bouteilles de suppression et d’isolation réparties sur des tiges d’ascenseur.
- Barrières chimiques dans les conduits d’aspiration, de refoulement et de chargement.

Résultats
Après la mise en œuvre du système, des améliorations tangibles ont été obtenues en matière de sécurité et d’exploitation :
- Élimination des risques d’enfermement et d’exposition aux éléments en mouvement.
- Réduction >80 % de l’accumulation de poussière dans les zones critiques de l’ascenseur.
- Haute traçabilité des pannes grâce à la surveillance en temps réel.
- Vitesse de réaction élevée aux événements critiques (détection + suppression < 20 ms).
- Élimination du risque de propagation vers les silos et les zones logistiques.
- Vérification de la conformité aux réglementations ATEX.
- Début du plan de maintenance prédictive basé sur des données opérationnelles réelles
